Предназначена для формования заготовок теста при производстве батонов "Особые" массой 450 г и укладки их на профильные металлические лотки для дальнейшей расстойки и выпечки.
Поставляется как самостоятельно, так и в составе комплекта оборудования пекарни малой мощности для производства батонов "Особые" и рогаликов из муки высшего сорта.
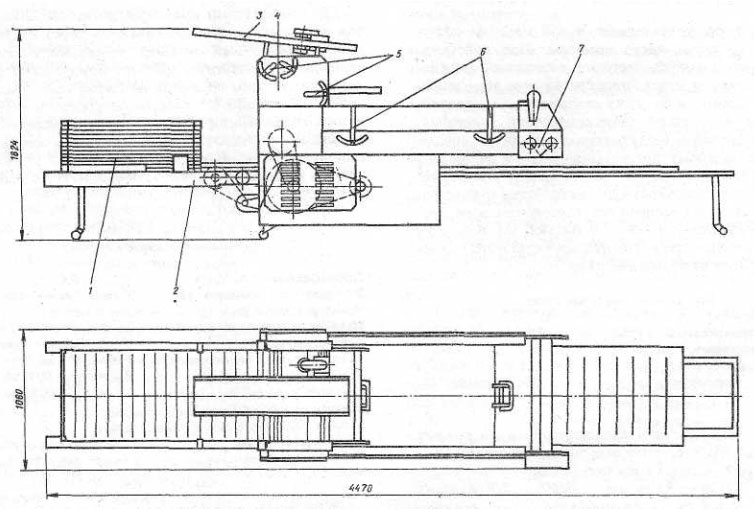
Машина состоит из следующих основных сборочных единиц (рис. 1): механизма раскатки с синхронизирующим посадчиком, шагового конвейера с магазином листов и конвейера для приемки тестовых заготовок.
Механизм раскатки (рис. 2) состоит из двух ленточных конвейеров приемки тестовых заготовок и подачи их на предварительную формовку, верхней и нижней пар раскаточных роликов, верхнего и нижнего ленточных конвейеров предварительной формовки заготовок и ленточного конвейера окончательной формовки с формующей доской. Конвейеры снабжены бесшовными лентами из тканого материала. Ширина ленты конвейера приема заготовок теста 240 мм, у остальных конвейеров — 600 мм.
Расстояние между раскатывающими роликами и конвейерами предварительной формовки регулируется вручную спомощью трех специальных рукояток, а положение формующей доски по отношению к конвейеру окончательной формовки — с помощью двух рукояток.
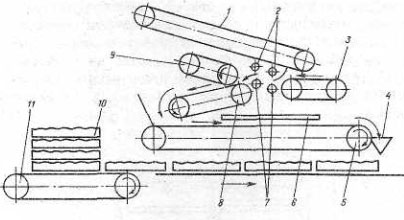
РИС.2
Схема функциональная формующей машины для батонов ХПО/9: 1 - конвейер приема заготовок; 2 - верхняя пара раскаточных роликов; 3 - конвейер по- дачи заготовок; 4 - механизм укладки; 5 - конвейер окончательной формовки; 6 - формующая доска; 7 - нижняя пара раскаточных роликов; 8 - нижний конвейер предварительной формовки; 9 - верхний конвейер предварительной формовки; 10 - магазин листов; 11- цепной шаговый конвейер Механизм укладки тестовых заготовок на металлические лотки состоит из двух пар поворотных заслонок. Первая пара срабатывает под действием массы тестовых заготовок, вторая — приводится в действие с помощью мотор-редуктора. Механизм укладки сблокирован с приводом конвейера подачи листов.
Конвейер подачи листов представляет собой цепной конвейер, состоящий из двух валов со звездочками, между которыми натянуты две бесконечные цепи. На цепях закреплены захваты для транспортирования листов. Движение рабочего органа конвейера, на котором размещаются листы, прерывистое. Перемещение осуществляется на шаг, равный шагу укладки тестовых заготовок на лист.
Работа машины осуществляется следующим образом.
Заготовки теста из шкафа предварительной расс тойки подаются на ленту конвейера приемки, далее с помощью конвейера подачи — в зазор между раскатывающими роликами устройства предварительного формования. Раскатанный пласт теста, попадая между верхним и нижним конвейерами, проходит предварительное формование в цилиндрическую рулонную заготовку.
Придание заготовке окончательной формы происходит между верхней ветвью конвейера окончательной формовки и формующей доской. Сформованная заготовка укладывается механизмом укладки в ячейку лотка, после чего автоматически происходит перемещение лотка на шаг ячейки. Укладка пустых лотков в магазин и снятие лотков, заполненных тестовыми заготовками, производятся вручную.
Технические характеристики: